Welcome to our article on the key benefits of Material Requirements Planning (MRP) for manufacturing operations! MRP is a crucial tool that helps manufacturers streamline their production processes, optimize inventory management, and meet customer demand efficiently. By using MRP software, businesses can forecast their material needs, schedule production tasks, and ensure that they have the right resources available when needed. In this article, we will explore the various advantages of MRP and how it can enhance the overall efficiency of manufacturing operations.
Understanding MRP in Manufacturing
MRP, or Material Requirements Planning, is a key concept in the manufacturing industry that helps companies efficiently plan and manage their production processes. Essentially, MRP is a system that calculates the materials needed to produce a specific quantity of finished goods and ensures that these materials are available at the right place and time. This process involves analyzing the demand for the final product, creating a bill of materials, and scheduling production activities.
One of the main components of MRP is the bill of materials (BOM), which is a detailed list of all the materials and components required to produce a finished product. This includes raw materials, subassemblies, and parts needed for assembly. The BOM also specifies the quantity of each item required for manufacturing, allowing companies to accurately calculate their material needs and plan accordingly.
Another important aspect of MRP is lead time, which refers to the time it takes for materials to be delivered once they are ordered. By considering lead times in the planning process, companies can avoid shortages or delays in production and ensure that materials are available when needed. This helps improve efficiency and reduce the risk of disruptions in the manufacturing process.
MRP systems also take into account demand forecasting, which involves predicting the future demand for a product based on factors such as historical sales data, market trends, and customer preferences. By accurately forecasting demand, companies can adjust their production schedules and inventory levels to meet customer needs and minimize excess stock or shortages.
Furthermore, MRP helps companies optimize their inventory levels by ensuring that they have the right amount of materials on hand without overstocking. By tracking inventory levels and demand patterns, companies can streamline their ordering processes, reduce carrying costs, and minimize the risk of obsolete or expired materials.
Overall, MRP plays a crucial role in modern manufacturing by helping companies streamline their production processes, manage their materials efficiently, and respond quickly to changes in demand. By implementing MRP systems, companies can improve their operational efficiency, reduce costs, and maintain a competitive edge in the market.
Benefits of Implementing MRP in the Manufacturing Industry
MRP, or Manufacturing Resource Planning, is a crucial tool for modern manufacturing companies. Implementing MRP in the manufacturing industry comes with a host of benefits that can streamline processes, improve efficiency, and ultimately lead to increased profits. Here are some of the key advantages of integrating MRP into your manufacturing operations:
1. Improved Production Planning
One of the primary benefits of MRP is its ability to improve production planning. By utilizing MRP software, manufacturers can better forecast demand, schedule production runs, and ensure that they have the right materials on hand to meet customer orders. This can help reduce lead times, minimize stockouts, and improve overall customer satisfaction.
2. Enhanced Inventory Management
MRP allows manufacturing companies to gain better control over their inventory levels. By generating accurate demand forecasts and tracking material requirements in real-time, companies can optimize their inventory levels and reduce excess stock. This can lead to cost savings by minimizing carrying costs, reducing waste, and improving cash flow.
Furthermore, MRP can help companies avoid stockouts by ensuring that they have the right materials on hand when they are needed. This can prevent production delays, increase productivity, and ultimately improve customer satisfaction.
Additionally, MRP can help companies track and analyze inventory data to identify trends, streamline ordering processes, and make informed decisions about purchasing and production. By having a clear view of their inventory levels and requirements, companies can make smarter, more efficient decisions that can lead to cost savings and improved efficiency.
3. Better Resource Utilization
MRP can help manufacturing companies better allocate their resources, including materials, equipment, and labor. By accurately forecasting demand and production schedules, companies can optimize their resources to ensure that they are being used efficiently. This can help reduce waste, minimize downtime, and improve overall productivity.
By using MRP to plan production runs and schedule resources effectively, companies can maximize their capacity utilization and improve their overall efficiency. This can lead to cost savings, increased output, and improved competitiveness in the market.
4. Enhanced Communication and Collaboration
Implementing MRP can also improve communication and collaboration within manufacturing companies. By centralizing and automating production planning and scheduling processes, MRP software can help teams work together more effectively, share information in real-time, and make decisions collaboratively.
Additionally, MRP can help companies communicate more effectively with suppliers, customers, and other stakeholders. By sharing accurate, up-to-date information about production schedules, inventory levels, and material requirements, companies can build stronger relationships with their partners and streamline their supply chains.
Overall, the benefits of implementing MRP in the manufacturing industry are numerous and can have a substantial impact on a company’s success. By improving production planning, enhancing inventory management, optimizing resource utilization, and fostering better communication and collaboration, MRP can help companies operate more efficiently, reduce costs, and ultimately achieve greater profitability.
Key Components of MRP Systems for Manufacturing
MRP (Material Requirements Planning) systems are essential tools for manufacturers looking to streamline their production processes and manage inventory efficiently. These systems consist of several key components that work together to help manufacturers optimize production schedules, control inventory levels, and minimize costs. In this article, we will discuss the main components of MRP systems and their importance in manufacturing.
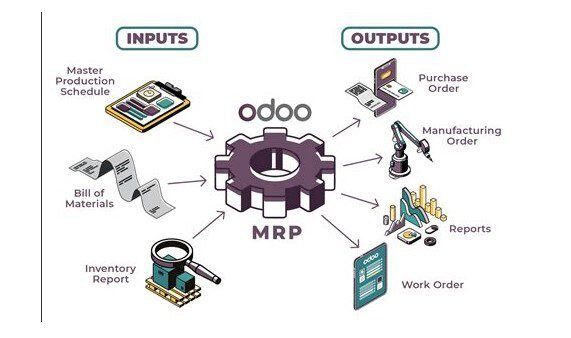
1. Bill of Materials (BOM)
The bill of materials, also known as BOM, is a comprehensive list of all the raw materials, components, and sub-assemblies needed to manufacture a product. It provides detailed information about the quantity, part number, and description of each item required. The BOM is a crucial component of MRP systems as it serves as the foundation for calculating material requirements and creating production schedules. By maintaining an accurate and up-to-date BOM, manufacturers can ensure that they have the right materials available when needed and avoid stockouts or excess inventory.
2. Master Production Schedule (MPS)
The master production schedule (MPS) is a detailed plan that specifies the production quantities and timing for each finished product. It provides a timeline for when each product should be manufactured based on customer demand, production capacity, and inventory levels. The MPS is created by taking into account factors such as lead times, production constraints, and resource availability. By aligning production schedules with demand, manufacturers can optimize their production processes, reduce lead times, and improve on-time delivery performance.
3. Inventory Management
Inventory management is a critical component of MRP systems as it helps manufacturers maintain optimal inventory levels and prevent stockouts or overstock situations. MRP systems use data from the BOM, MPS, and other sources to calculate the required quantities of raw materials, components, and finished goods needed for production. By tracking inventory levels in real-time and generating purchase orders or production orders as needed, manufacturers can ensure that they have the right materials available at the right time.
Effective inventory management also helps manufacturers reduce carrying costs, minimize waste, and improve cash flow. By accurately forecasting demand and monitoring inventory levels, manufacturers can avoid costly production delays and inefficiencies. MRP systems provide visibility into inventory levels across the supply chain, allowing manufacturers to make informed decisions and optimize their production processes.
Challenges of Implementing MRP in Manufacturing
Implementing Material Requirements Planning (MRP) in manufacturing can come with its fair share of challenges. One of the main challenges is the initial set up and configuration of the MRP system. This process involves mapping out the entire manufacturing process, including lead times, suppliers, and inventory levels. It can be a time-consuming and complex task, particularly for companies with large and intricate supply chains. Additionally, ensuring that the data input into the system is accurate and up to date is crucial for the success of the MRP system.
Another challenge in implementing MRP in manufacturing is resistance from employees. Some workers may be hesitant to embrace the new system, fearing that it will replace their roles or disrupt their daily routines. To overcome this challenge, it is essential to provide comprehensive training and support to employees throughout the implementation process. Communication and transparency about the benefits of MRP can help alleviate any concerns and increase buy-in from staff.
Moreover, incorporating MRP into existing processes and systems can present a challenge for manufacturers. Many companies already have established methods for managing inventory and production schedules, making it difficult to integrate a new system seamlessly. This can lead to data discrepancies and inefficiencies if not addressed properly. It is important to carefully assess current processes and tailor the MRP implementation to align with the unique needs of the organization.
One of the key challenges of implementing MRP in manufacturing is the ongoing maintenance and optimization of the system. As business conditions change, such as shifts in demand or supplier disruptions, the MRP system needs to be continually adjusted and fine-tuned to ensure accuracy and efficiency. This requires dedicated resources and expertise to monitor performance metrics, analyze data, and make necessary modifications to the system.
Tips for Successful MRP Implementation in Manufacturing
Implementing Material Requirements Planning (MRP) software in a manufacturing setting can be a game-changer for improving efficiency and reducing costs. However, it is important to follow best practices to ensure a successful implementation. Here are some tips to consider:
1. Involve Key Stakeholders: Before implementing MRP software, it is crucial to involve key stakeholders from various departments within the organization. This includes production managers, inventory planners, procurement specialists, and IT professionals. By involving these stakeholders from the beginning, you can ensure that the MRP system is tailored to meet the specific needs of your organization.
2. Provide Adequate Training: One of the most common reasons for MRP implementation failure is a lack of training for users. Make sure to provide comprehensive training for all employees who will be using the MRP software. This includes not only training on how to use the software but also on the underlying principles of MRP and how it can benefit the organization.
3. Ensure Data Accuracy: MRP software relies on accurate and up-to-date data to generate reliable production plans and schedules. Before implementing MRP, take the time to clean up your data and ensure its accuracy. This includes updating inventory levels, lead times, and product information. Investing in data cleanup upfront can save you time and headaches down the road.
4. Start Small: Instead of trying to implement MRP for all products and processes at once, consider starting small with a pilot project. Choose a specific product line or production area to test the MRP system before rolling it out across the entire organization. This will allow you to identify any issues or challenges early on and make adjustments as needed.
5. Monitor and Adjust: Once you have implemented MRP software, it is important to continuously monitor its performance and make adjustments as needed. Regularly review key performance indicators (KPIs) such as on-time delivery, inventory turnover, and production efficiency to ensure that the MRP system is delivering the expected results. Be prepared to make changes to the system or processes if necessary to optimize performance.
By following these tips, you can increase the chances of a successful MRP implementation in your manufacturing organization. Remember that implementing MRP is a journey, not a one-time event, and continuous improvement is key to long-term success.
Originally posted 2025-01-08 12:13:13.